-

重庆金匠精密模具有限公司
主营:冲压,五金冲压,不锈钢冲压,小五金,五金手板定制,五金样件定制

重庆金匠精密模具有限公司
主营:冲压,五金冲压,不锈钢冲压,小五金,五金手板定制,五金样件定制 11
11

对用户来讲,提高模具的使用寿命可以大大降低冲压成本。影响模具使用寿命的因素如下:
材料的类型及厚度;
是否选择合理的下模间隙;
模具的结构形式;
材料冲压时是否有良好的润滑;
模具是否经过特殊的表面处理,如镀钛、碳素氮化钛;
上下转塔的对中性;
调整垫片的合理使用;
是否适当采用斜刃口模具;
机床模座是否已经磨损;
正确选择冲压模具材料
不同的冲压模具材料具有不同的强度、韧性和耐磨性。在一定的条件下使用材料就能使耐用度提高好几倍。因此,为提高冲压模具的耐用度必须要选择好的材料。
Toolox系列的材料,是一种具有高韧性,高耐磨性,基本没有内应力的一种预硬的新型工具钢.而且具有非常高的纯净度,晶粒度非常细小,S,P含量非常少,析出的碳化物含量少,而且非常均匀.由于特殊的成分设计,Toolox系列材料具备非常优异的表面处理性能,其中Toolox44氮化后表面硬度能达到HRC65以上,Toolox40表面硬度能达到HRC62以上,Toolox33的表面硬度能达到HRC58以上,深度达1.8mm。
Toolox系列的材料所具备的以上特性,使得Toolox系列材料应用在部分冲压模具方面有着特殊的优势。
1) 较厚钢板(典型案例冲剪厚度为35mm钢板),不锈钢板,以及有色金属板的冲压成型模具,比较典型的是空调翅片模具等。
2) 拉伸模具,不锈钢拉伸模具。
3) 冷挤压模具.冷挤压304不锈钢,厚度0.5mm以上, 取代DC53等材料,效果非常好。
4) 高尺寸稳定性要求的大型冲压模板。
模具出现磨损。
冲压模具在长期的使用中,出现了磨损或者配件松动,也会导致产品报废。有很多冲压厂,在安装好模具进行生产后根本不对模具进行日常的检测和维护,仅仅当毛刺比较大的时候才将模具拆下简单的修磨刀口了事。殊不知,模具的磨损不仅仅是刀口磨损,还有一些模具配件也会随着使用而出现磨损,这些配件磨损后,会对整个模具的精度产生影响。
2,钢板原材料质量不过关。
原材料是加工出合格冲压件的道保证,如果原材料硬度、表面等不符合质量要求,那么相应的冲压件废品率肯定会过高。尤其对于一些形变量比较大的冲压件,原材料如果不合格,就会出现开裂、破损等现象。所以,在采购原材料时,一定不能贪图便宜,一定要找信得过的正规材料商。
3,工人操作不规范。
工人在操作冲床时,没有按安装手册操作,或者送料出现错误。
4,定位装置不准确。
在送料过程中,模具定位装置不准确,会造成每个工序的配合出现问题,也会导致出现废品。
5,冲压模具安装不合格。
冲压模具安装不符合规范,导致在冲压加工时上模和下模不能良好的配合,造成废品率高。冲压模具是加工冲压件的根本,在保证模具没有问题的前提下,安装就非常重要了。不要觉得安装冲压模具很简单,哪怕微小的误差都可能导致生产出来的冲压件是废品。安装冲压模具时,上下模的同心度、间隙、平面度等等都起着至关重要的作用。
由于每种冲压件需要的冲压模具是不一样的,所有,具体原因还有具体分析。当出现冲压件废品率过高时,不妨先从这五个方面找找原因。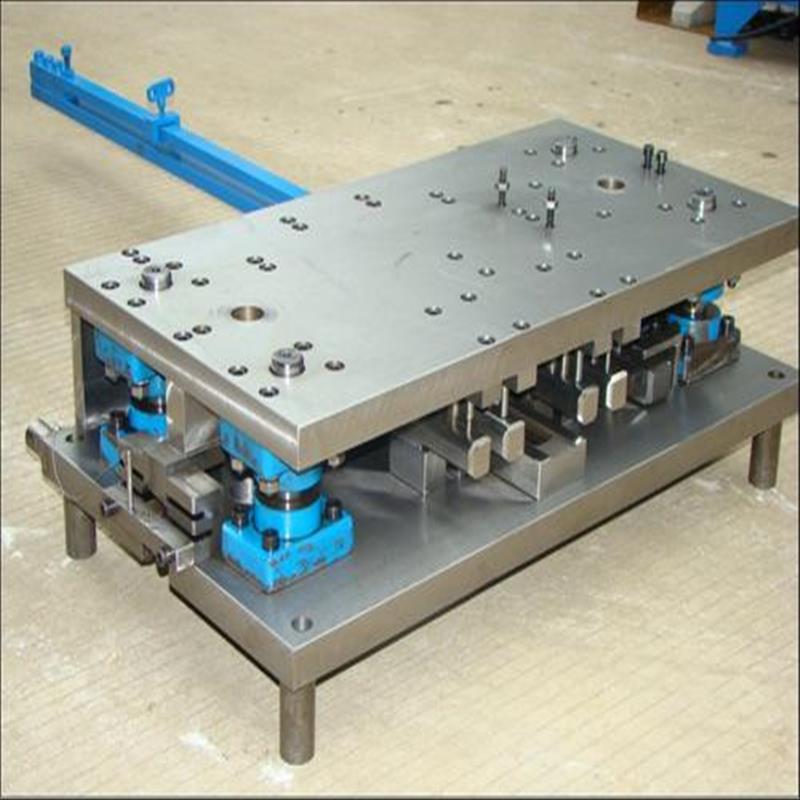
正确选择压力机
为了提高冲压模具的耐用度,应选取精度较高及刚性较高的压力机,并使其冲压吨位大于冲压力百分之三十以上。正常来说,使用伺服冲床可相应提高模具寿命在几倍至几十倍以上。
合理使用及维护冲压模具
为了提高冲压模具耐用度,操作者必须合理的使用及维护冲压模具,对冲压模具应经常进行维修,以防止冲压模具带病工作。
以上就是我们整理的提高冲压模具耐磨度的几个常用方法,提高耐磨度的意义不仅能让冲压模具的使用寿命增加,降低模具企业的生产成本,更能保证生产出来的产品的质量,提高生产效率。