-

重庆金匠精密模具有限公司
主营:冲压,五金冲压,不锈钢冲压,小五金,五金手板定制,五金样件定制

重庆金匠精密模具有限公司
主营:冲压,五金冲压,不锈钢冲压,小五金,五金手板定制,五金样件定制 11
11
拉伸模具的加工质量越来越受到关注,所以拉伸模具加工需通过改善零件,也是提高模具质量的一大因素。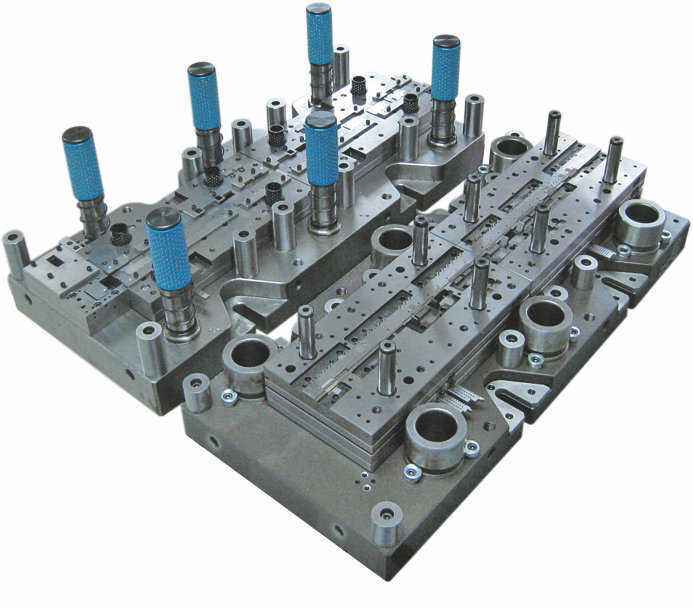
拉伸润滑
在拉伸过程中,材料与模具之间有摩擦存在,所以要有的冲压拉伸润滑油,摩擦力大不仅使拉伸系数增大,拉伸力增加而且会磨损,刮伤模具和工间表面所以是有害的,因而利用润滑条件发挥传力区的变形潜力来补偿不均匀性,既能提高传力区的承载能力,又能促进整个变形区顺利进行塑性变形。所以在拉伸中润滑条件是*的。
以上为拉伸模具的简单介绍及特性。虽然拉伸模具的一些问题的确让人头疼,但问题都是会有解决的方法,只要掌握好“力”和“间隙”这两点,很多问题都可以得到解决。
拉伸工序安排:
1.材料较薄拉伸深度比直径大的零件:用减小筒形直径来达到增加高度的方法,圆角半径可逐次小。
2.材料较厚拉伸深度和直径相近的零件:可用维持高度不变逐步减小筒形直径过程中减小圆角半径。
3.凸缘很大且圆半径很小时:应通过多次整形达成。
4.凸缘过大时:必要时采应胀形成形法。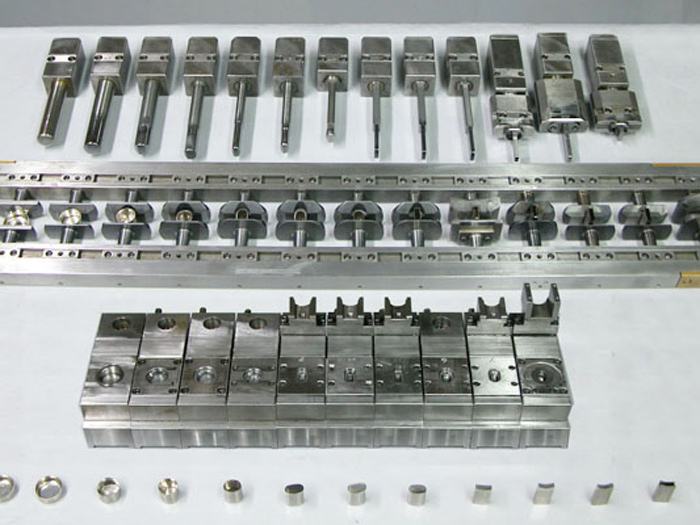
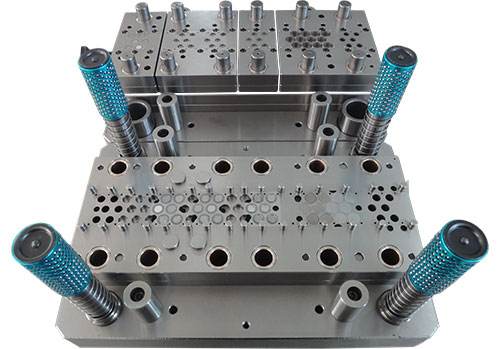
拉伸模具的优点
1、材质均匀性好:热处理技术,产品在300℃厚度(直径)以下,强度、硬度基本保持一致;
2、表面精度高,减少材料的浪费
3、加工性能好:将化学成分、强度及硬度的偏差降至小,加工中杜绝‘粘刀’、‘崩刀’现象;
4、高速机加工,几乎不变形:完预拉伸(T651)工艺处理,彻底消除内应力,在加工和受力时不易翘曲、开裂及变形;
5、材质致密性好:*有的晶粒细化工艺保证,绝无沙孔、横纹、气泡及杂质;