-

重庆金匠精密模具有限公司
主营:冲压,五金冲压,不锈钢冲压,小五金,五金手板定制,五金样件定制

重庆金匠精密模具有限公司
主营:冲压,五金冲压,不锈钢冲压,小五金,五金手板定制,五金样件定制 11
11
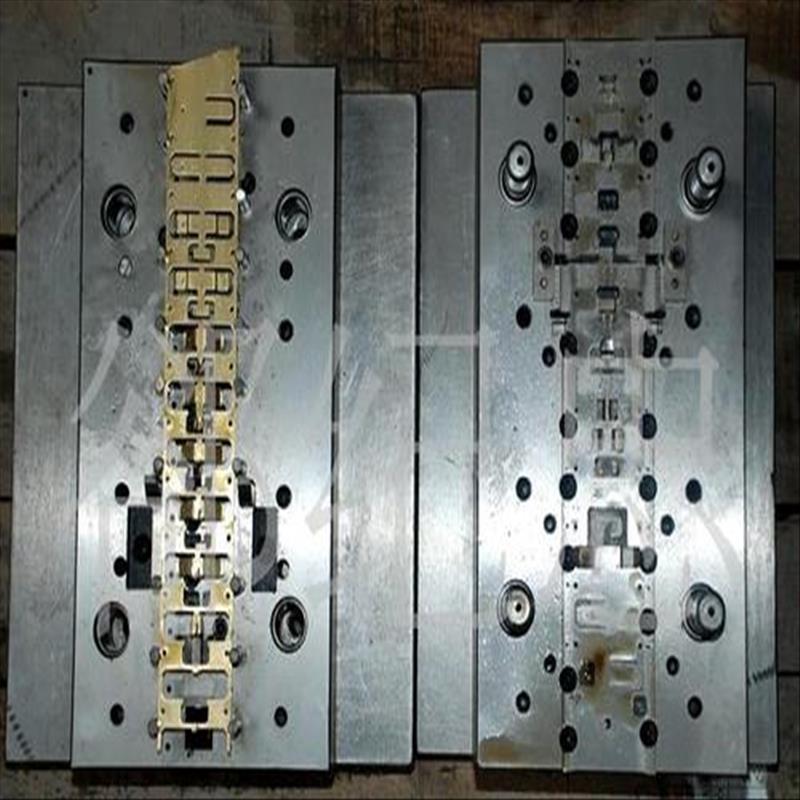
冲压模具是在冲压生产过程中*的工艺设备,对提高产品的质量、延长产品寿命、提高生产效率有决定性作用。然而,由于冲压模具在生产过程中由于经常磨损而失去工作尺寸,导致很难满足生产需求。因此,提高冲压模具的耐用度很关键。这里介绍几种提高冲压模具的耐用度的方法。
改进冲压模具的设计
冲压模具设计是否合理是提高冲压模具耐用度的基础。因此,在设计冲压模具时应对产品成形中的不利条件采取有效措施,以提高冲压模具的耐用度,如设计小孔冲压模具的寿命往往表现在冲小孔的凸模上。对于这类冲压模具,在设计时应使细小的凸模尽量缩短其长度,以增加强度,同时,还应采用导向套的方法加强细小凸模进行保护。此外,在冲压模具设计上,应充分考虑到模架的形式、凸凹模的固定方法和导向形式、压力中心的确定及上、下模板的刚性等因素。特别对于冲裁模来说,选取间隙值对耐用度有很大的影响。在设计时,冲压模具的间隙要选择合理,其间隙值不能太小,否则会影响冲压模具的使用寿命和耐用度。实践证明,在不影响冲压件质量的情况下,适当放大间隙可大大提高冲压模具的耐用度,有时甚至提高几倍及几十倍。
冲压模具的寿命长短,全由这几条决定!
1.模具材质不好在后续加工中容易碎裂
2.热处理:淬火回火工艺不当产生变形
3.模具研磨平面度不够,产生挠曲变形
4.设计工艺:模具强度不够,刀口间距太近,模具结构不合理,模板块数不够无垫板垫脚
5.线割处理不当:拉线线割,间隙不对,没作清角
6.冲床设备的选用:冲床吨位,冲裁力不够,调模下得太深
7.脱料不顺:生产前无退磁处理,无退料梢;生产中有断针断弹簧等卡料
8.落料不顺:组装模时无漏屎,或滚堵屎,垫脚堵屎
9.生产意识:叠片冲压,定位不到位,没使用吹气,模板有裂纹仍继续生产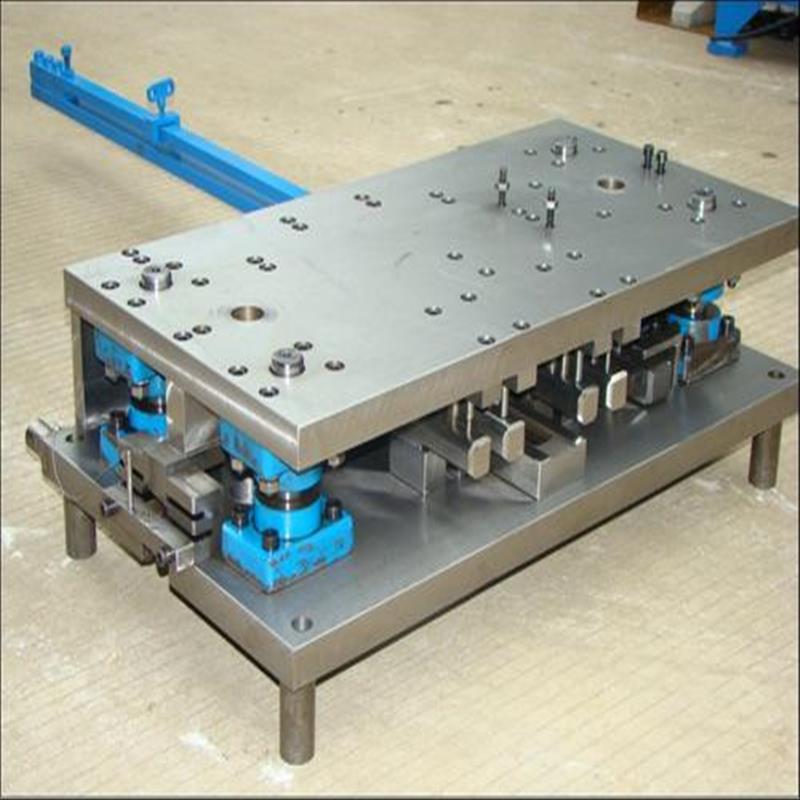
冲压工艺
(1)冲压零件的原材料
实际生产中,由于外压零件的原材料厚度公差**差、材料性能波动、表面质量较差(如锈迹)或不干净(如油污)等,会造成模具工作零件磨损加剧、易崩刃等不良后果。为此,应当注意:①尽可能采用冲压工艺性好的原材料,以减少冲压变形力;②冲压前应严格检查原材料的牌号、厚度及表面质量等,并将原材料擦拭干净,必要时应清除表面氧化物和锈迹;③根据冲压工序和原材料种类,必要时可安排软化处理和表面处理,以及选择合适的润滑剂和润滑工序。
(2)排样与搭边
不合理的往复送料排样法以及过小的搭边值往往会造成模具急剧磨损或凸、凹模啃伤。因此,在考虑提高材判利用毕的同时,必须根据零件的加工批量、质量要求和模具配合间隙,合理选择排样方法和搭边值,以提高模具寿命。
冲压模的分类:
1、复合模:冲压件的内外形相互位置精度高,适合于大批量生产。
2、导板式:精度比敞开模高,适于开头简单,工件尺寸不大的冲裁件。要求压力机行程不大于导板厚度。
3、敞开模:结构简单,尺寸小、重量轻、制造易、成本低、但寿命低、精度差、适于精度要求不高,开头简单,小批量或试制的冲裁件。
精密冲压厂
4、导柱式:导柱导向保证冲裁间隙均匀,冲裁件的工件尺寸精度高,模具使用寿命长,安装方便,适于大批量生产。
5、连续模:条料要求精确定位,使内孔与外形相互位置精度得到保证。生产率高,具有一定的冲裁精度,适于大批量生产。
以上就是关于冲压模具的工作原理,以及冲压模分类介绍,我们对于它的工作原理要掌握好,这样我们在工作的时候就快速的完成。
很多冲压厂在进行冲压件加工时,经常会出现废品率过高的情况,当废品率高时,不仅造成生产成本的提高而且也不符合节能环保的理念。现在冲压行业竞争本身就这么激烈,利润已经被压缩的很厉害,如果废品率居高不下,可能一批订单做完不仅没利润还会赔钱。所以解决冲压件废品率过高的问题,就显得尤为重要了。要解决这一问题,首页要知道导致废品率高的原因是什么?这样才能对症解决。那么冲压件废品率过高到底是什么原因引起的呢?