-

重庆金匠精密模具有限公司
主营:冲压,五金冲压,不锈钢冲压,小五金,五金手板定制,五金样件定制

重庆金匠精密模具有限公司
主营:冲压,五金冲压,不锈钢冲压,小五金,五金手板定制,五金样件定制 10
10

拉伸(又称拉延,拉深)因为适用于各行各业,实用性广泛,所以是冲压工艺里比较常见的一道工序。从毛坯到拉伸成型,需要多步骤完成,初次拉伸→二次拉伸→……→成型。模具在拉伸的过程中会产生各种问题,常见的问题比如:起皱、**部R拉裂、侧壁拉裂、制品表面拉伤、拉伸高度太高或者太矮等等…一系列的问题。所以拉伸工艺在冲压模具里也是一个难点。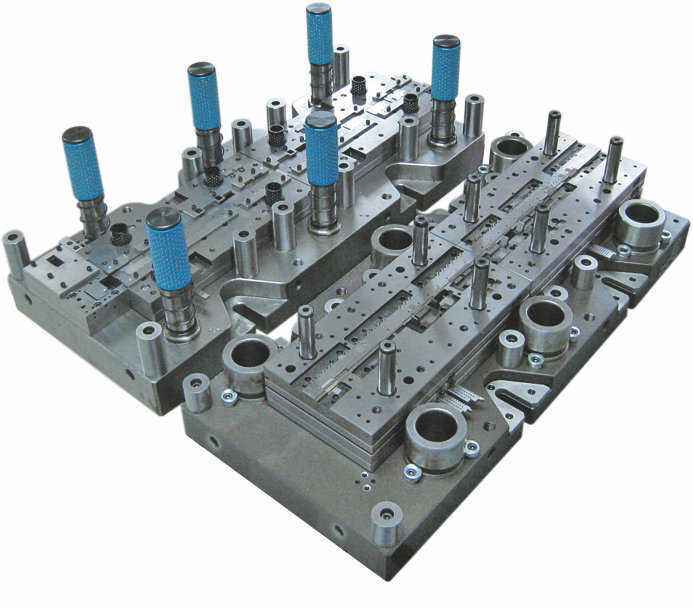
拉伸润滑
在拉伸过程中,材料与模具之间有摩擦存在,所以要有的冲压拉伸润滑油,摩擦力大不仅使拉伸系数增大,拉伸力增加而且会磨损,刮伤模具和工间表面所以是有害的,因而利用润滑条件发挥传力区的变形潜力来补偿不均匀性,既能提高传力区的承载能力,又能促进整个变形区顺利进行塑性变形。所以在拉伸中润滑条件是*的。
以上为拉伸模具的简单介绍及特性。虽然拉伸模具的一些问题的确让人头疼,但问题都是会有解决的方法,只要掌握好“力”和“间隙”这两点,很多问题都可以得到解决。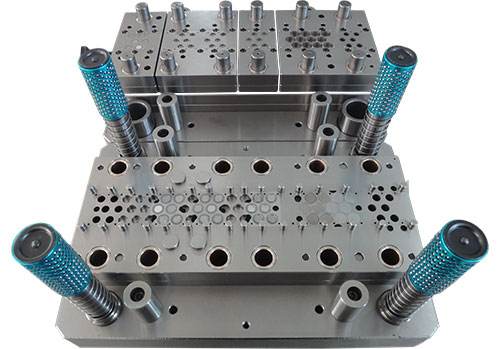
拉伸模具通常指各种拉制金属线的模具,还有拉光纤的拉丝模。基本上拉丝模的中心都有个一定形状的孔,圆、方、八角或其它特殊形状。金属被拉着穿过模孔时尺寸变小,甚至形状都发生变化在工业生产中所谓的拉伸模通常指各种拉制金属线的模具,还有拉光纤的拉丝模,所需的材料按照人们需要的形状发生形变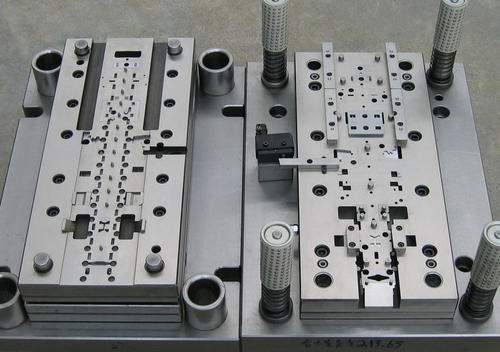
影响拉伸系数的主要因素:
1.材料机械性能(降伏强度---弹性变形;抗拉强度----塑性变形;延伸系数;断面收缩率)。
2.材料的相对厚度。
3.拉伸次数。
4.拉伸方式。
5.凸凹模圆角半径。
6.拉伸工作面的光洁度以及润滑条件,间隙等。