-

重庆金匠精密模具有限公司
主营:冲压,五金冲压,不锈钢冲压,小五金,五金手板定制,五金样件定制

重庆金匠精密模具有限公司
主营:冲压,五金冲压,不锈钢冲压,小五金,五金手板定制,五金样件定制 10
10
冲压模具的寿命长短,全由这几条决定!
1.模具材质不好在后续加工中容易碎裂
2.热处理:淬火回火工艺不当产生变形
3.模具研磨平面度不够,产生挠曲变形
4.设计工艺:模具强度不够,刀口间距太近,模具结构不合理,模板块数不够无垫板垫脚
5.线割处理不当:拉线线割,间隙不对,没作清角
6.冲床设备的选用:冲床吨位,冲裁力不够,调模下得太深
7.脱料不顺:生产前无退磁处理,无退料梢;生产中有断针断弹簧等卡料
8.落料不顺:组装模时无漏屎,或滚堵屎,垫脚堵屎
9.生产意识:叠片冲压,定位不到位,没使用吹气,模板有裂纹仍继续生产
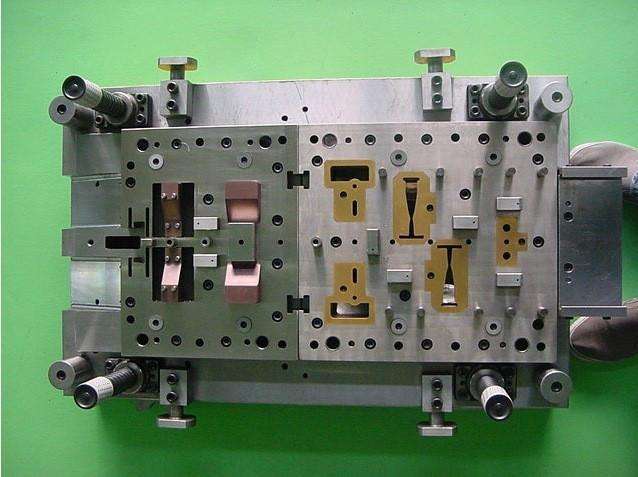
冲压模的分类:
1、复合模:冲压件的内外形相互位置精度高,适合于大批量生产。
2、导板式:精度比敞开模高,适于开头简单,工件尺寸不大的冲裁件。要求压力机行程不大于导板厚度。
3、敞开模:结构简单,尺寸小、重量轻、制造易、成本低、但寿命低、精度差、适于精度要求不高,开头简单,小批量或试制的冲裁件。
精密冲压厂
4、导柱式:导柱导向保证冲裁间隙均匀,冲裁件的工件尺寸精度高,模具使用寿命长,安装方便,适于大批量生产。
5、连续模:条料要求精确定位,使内孔与外形相互位置精度得到保证。生产率高,具有一定的冲裁精度,适于大批量生产。
以上就是关于冲压模具的工作原理,以及冲压模分类介绍,我们对于它的工作原理要掌握好,这样我们在工作的时候就快速的完成。
很多冲压厂在进行冲压件加工时,经常会出现废品率过高的情况,当废品率高时,不仅造成生产成本的提高而且也不符合节能环保的理念。现在冲压行业竞争本身就这么激烈,利润已经被压缩的很厉害,如果废品率居高不下,可能一批订单做完不仅没利润还会赔钱。所以解决冲压件废品率过高的问题,就显得尤为重要了。要解决这一问题,首页要知道导致废品率高的原因是什么?这样才能对症解决。那么冲压件废品率过高到底是什么原因引起的呢?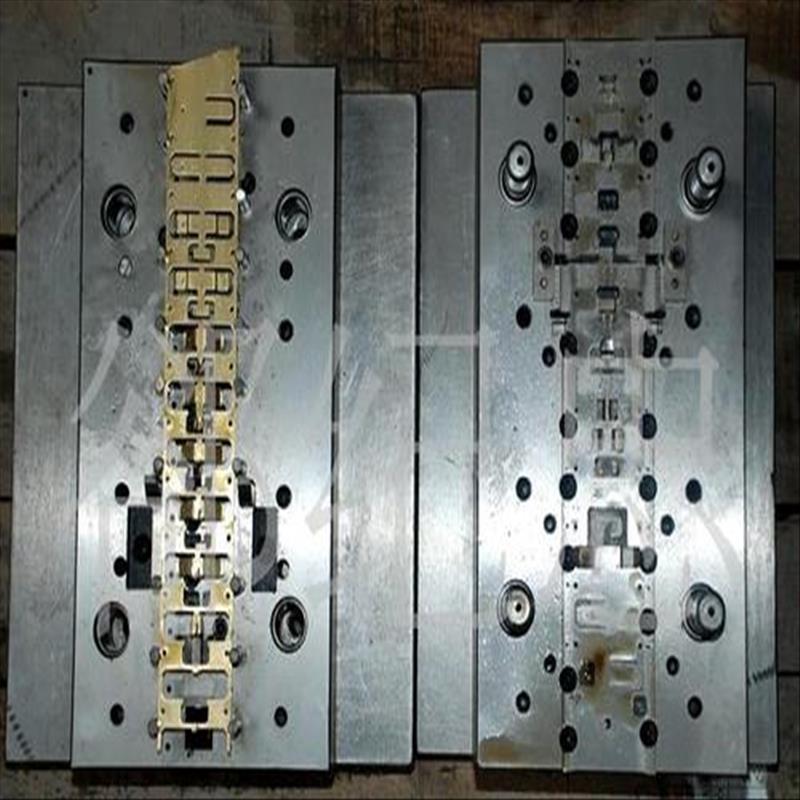
正确选择冲压模具材料
不同的冲压模具材料具有不同的强度、韧性和耐磨性。在一定的条件下使用材料就能使耐用度提高好几倍。因此,为提高冲压模具的耐用度必须要选择好的材料。
Toolox系列的材料,是一种具有高韧性,高耐磨性,基本没有内应力的一种预硬的新型工具钢.而且具有非常高的纯净度,晶粒度非常细小,S,P含量非常少,析出的碳化物含量少,而且非常均匀.由于特殊的成分设计,Toolox系列材料具备非常优异的表面处理性能,其中Toolox44氮化后表面硬度能达到HRC65以上,Toolox40表面硬度能达到HRC62以上,Toolox33的表面硬度能达到HRC58以上,深度达1.8mm。
Toolox系列的材料所具备的以上特性,使得Toolox系列材料应用在部分冲压模具方面有着特殊的优势。
1) 较厚钢板(典型案例冲剪厚度为35mm钢板),不锈钢板,以及有色金属板的冲压成型模具,比较典型的是空调翅片模具等。
2) 拉伸模具,不锈钢拉伸模具。
3) 冷挤压模具.冷挤压304不锈钢,厚度0.5mm以上, 取代DC53等材料,效果非常好。
4) 高尺寸稳定性要求的大型冲压模板。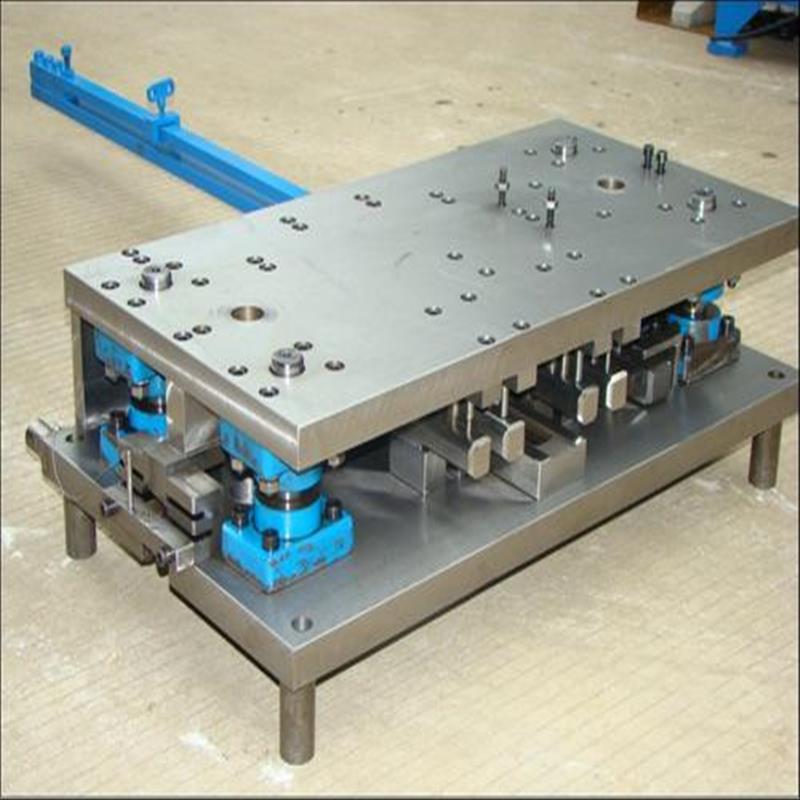
01
冲压设备
冲压设备(如压力机)的精度与刚性对冲模寿命的影响较为重要。冲压设备的精度高、刚性好,冲模寿命大为提高。例如:复杂硅钢片冲模材料为Crl2MoV,在普通开式压力机上使用,平均复磨寿命为1-3万次,而新式精密压力机上使用,冲模的复磨寿命可达6~12万次。尤其足小间隙或无间隙冲模、硬质合金冲模及精密冲模必须选择精度高、刚性好的压力机,否则,将会降低模具寿命,严重者还会损坏棋具。
02
模具设计
(1)模具的导向机构精度。准确和可靠的导向,对于减少模具工作零件的磨损,避免凸、凹模啃伤影响较大,尤其是无间隙和小间隙冲裁模、复合模和多工位级进模则更为有效。为提高模具寿命,必须根据工序性质和零件精度等要求,正确选择导向形式和确定导向机构的精度。模具达人微信公众号,达人经验分享。一般情况下,导向机构的精度应**凸、凹模配合梢度。
(2)模具(凸、凹模)刃口几何参数。凸、凹模的形状、配合间隙和圆角半径不仅对冲压件成形有较大的影响,而且对于模具的磨损及寿命也影响很大。如模具的配合间隙直接影响冲裁件质量和模具寿命。精度要求较高的,宜选较小的间隙值;反之则可适当加大间隙,以提高模具寿命。