-

重庆金匠精密模具有限公司
主营:冲压,五金冲压,不锈钢冲压,小五金,五金手板定制,五金样件定制

重庆金匠精密模具有限公司
主营:冲压,五金冲压,不锈钢冲压,小五金,五金手板定制,五金样件定制 10
10

加工表面质量
模具工作零件加上表面质量的优劣对于模具的耐磨性、抗断裂能力及抗粘着能力等有着十分密切的关系,直接影响模具的使用寿命。尤其是表面粗糙度值对模具寿命影响很大,若表面粗糙度值过大,在工作时会产生应力集中现象,并在其峰、谷间容易产生裂纹,影响冲模的耐用度,还会影响工件表面的耐蚀性,直接影响冲模的使用寿命和精度,为此,应注意以下事项:
①模具工作零件加工过程中必须防止磨削零件表面现象,应严格控制磨削工艺条件和工艺方法(如砂轮硬度、粒度、冷却液、进给量等参数);
②加工过程中应防止模具工作零件表面留有刀痕。夹层、裂纹、撞击伤痕等宏观缺陷。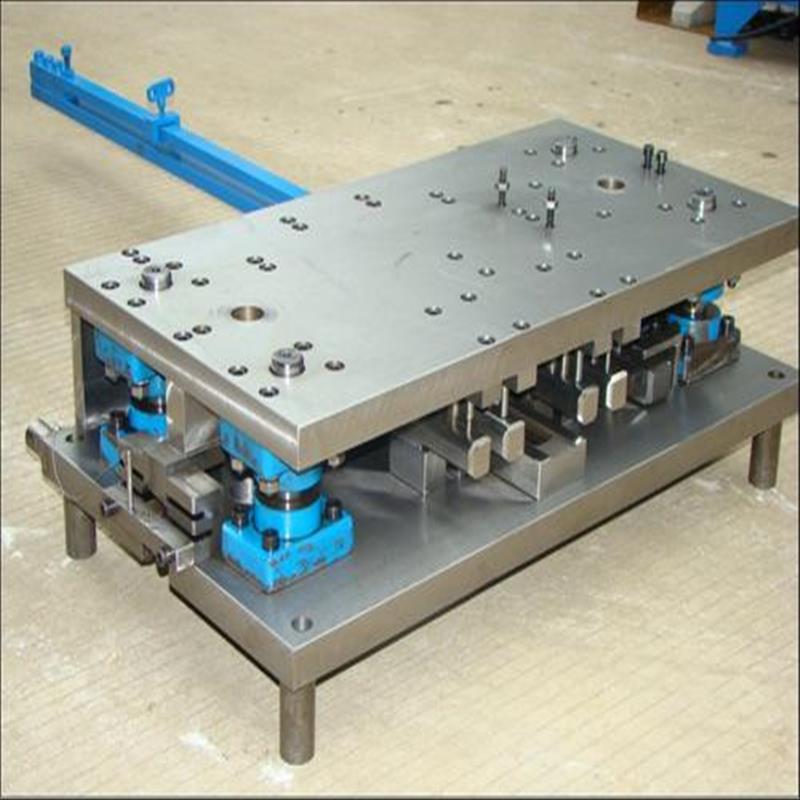
合理安排冲压模具制造工艺及保证加工精度
冲压模具的加工精度对冲压模具的耐用度影响很大。如在冲裁模中由于装配间隙不均匀,在剪切力作用下常会使凹模啃坏而影响冲压模具寿命。同时,冲压模具表面光洁度过低,也会使冲压模具的耐用度降低。因此,在加工时必须要对孔距大小、装配时凸模对固定板支撑面的垂直度、冲压模具间距的均匀和导套、导柱的导向精度等级给于充分注意。制造与装配精度越高及工作部分表面粗糙度等级越高,冲压模具的耐用度就越高。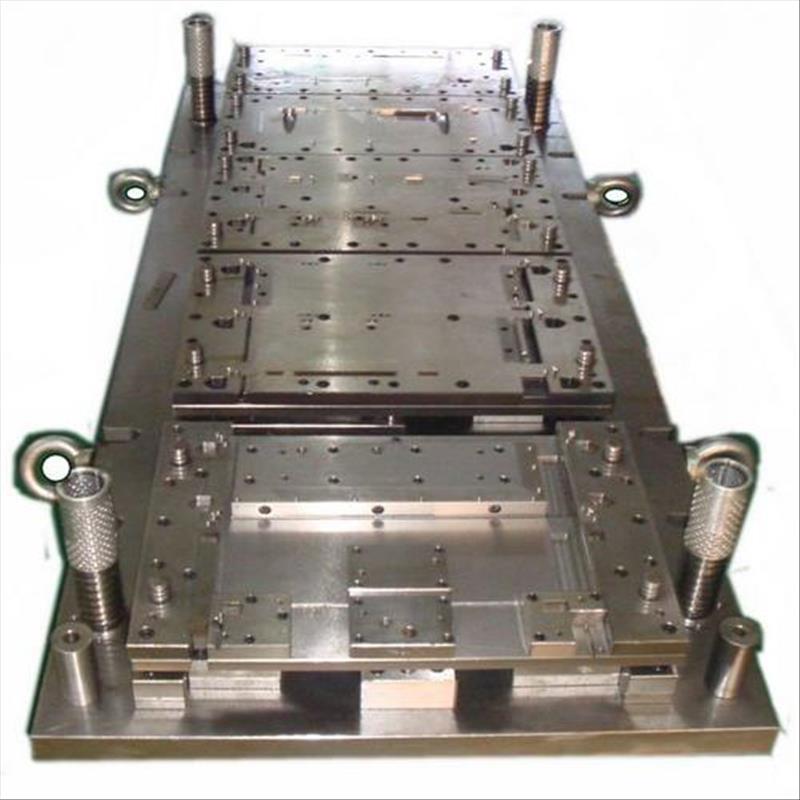
对用户来讲,提高模具的使用寿命可以大大降低冲压成本。影响模具使用寿命的因素如下:
材料的类型及厚度;
是否选择合理的下模间隙;
模具的结构形式;
材料冲压时是否有良好的润滑;
模具是否经过特殊的表面处理,如镀钛、碳素氮化钛;
上下转塔的对中性;
调整垫片的合理使用;
是否适当采用斜刃口模具;
机床模座是否已经磨损;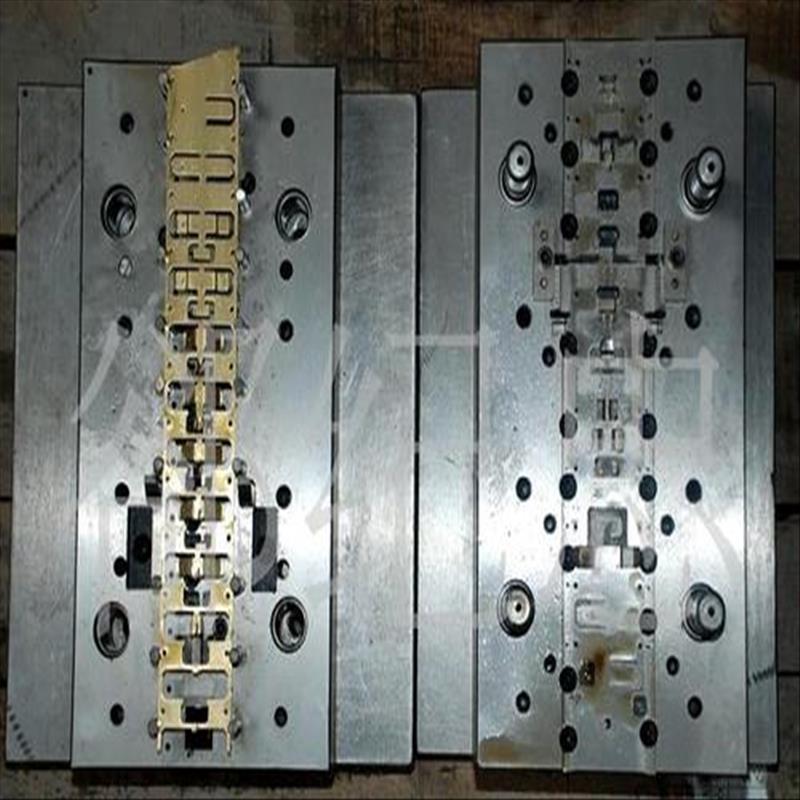
模具材料
模具材料对模具寿命的影响是材料种类、化学成分、组织结构、硬度和冶金质量等诸冈索的综合反映。不同材质的模具寿命往往不同。为此,对于冲模工作零件材料提出两项基本要求:①材料的使用性能应具有高硬度(58~64HRC)和高强度,并具有高的耐磨性和足够的韧性,热处理变形小,有一定的热硬性;②工艺性能良好。冲模工作零件加工制造过程一般较为复杂。因而必须具有对各种加工工艺的适应性,如可锻性、可切削加工性、淬硬性、淬透性、淬火裂纹敏感性和磨削加工性等。通常根据冲压件的材料特性、生产批量、精度要求等,选择性能优良的模具材料,同时兼顾其工艺性和经济性。